以下是:陵水县Q345D焊管源头好货的产品参数
| 最小起订 | 0 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q345 Q235等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 原色 |
|---|
| 适用领域 | 机械等 |
|---|
| 是否进口 | 否 |
|---|
以下是:陵水县Q345D焊管源头好货的图文视频
陵水县Q345D焊管源头好货_鹏鑫钢铁有限公司,固定电话:15106358106,移动电话:15106358106,联系人:李经理,QQ:595117986,聊城山东聊城经济开发区武夷山路发货到海南省 海口市、三亚市 发货到 海南省。 海南省 海南省是中国的经济特区、自由贸易试验区。历史上的火山喷发,在海南岛留下了许多死火山口;岛上温泉分布广泛,多数温泉矿化度低、温度高、水量大、水质佳,属于治疗性温泉。具有历史意义的古迹主要有为纪念李德裕等历史名臣而修建的五公祠,苏东坡居琼遗址东坡书院以及为纪念苏轼而修建的苏公祠,清代雷琼兵备道焦映汉所修建的琼台书院,明代名臣丘浚墓,明代大清官海瑞墓,相传受汉光武帝派遣率兵入海南的将军马援为拯救兵马而下令开凿的汉马伏波井,以及崖州古城、韦氏祠堂、文昌孔庙等。
想要知道陵水县Q345D焊管源头好货产品如何?看视频就知道!看视频,选产品更明智!
以下是:陵水县Q345D焊管源头好货的图文介绍


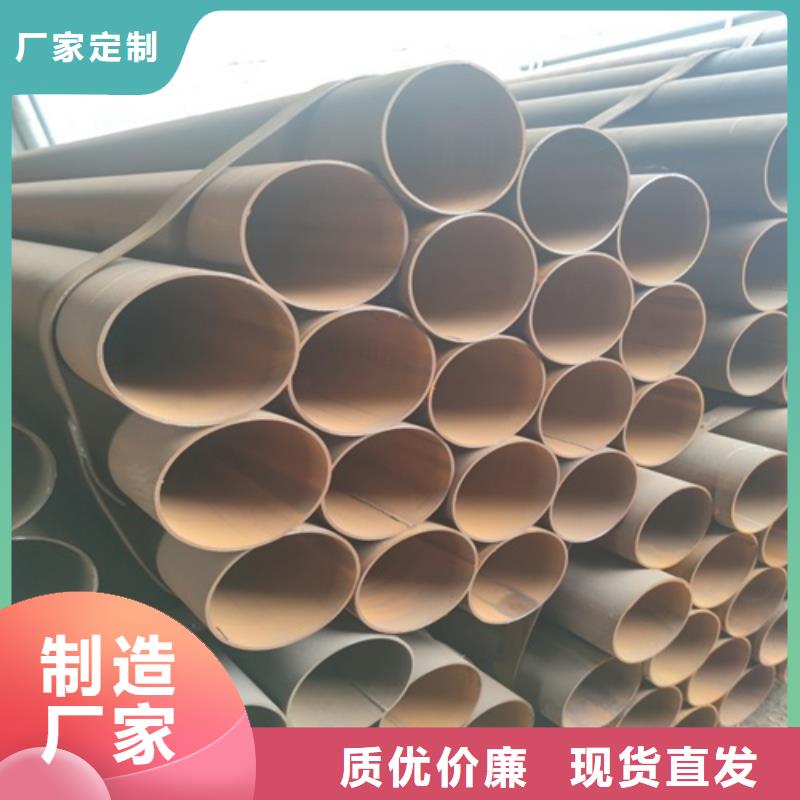
海南直缝焊管加工方式 1、锻钢:采用往复运动的锤的冲击力或压力机将坯料改成所需形状和尺寸的压力加工方法。 2、挤压:将金属放入封闭式挤压简中,在一端施加压力,从指定的模孔中挤压出金属,以获得相同形状和尺寸的成品的加工方法。它主要用于生产有色金属钢。 3、轧制:通过一对旋转辊的间隙(各种形状)使钢金属坯料通过的压力加工方法,由于辊的压缩,使材料截面减小,长度增加。 4、拉拔钢材:是将轧制的金属坯料(型材、管材、制品等)通过模孔拉拔成段以减少长度,主要用于冷加工。



Q345D焊管的安装和使用质量要求 1、Q345D焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 2、Q345D焊管使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。



“勤恳做事、真诚服务”是我们不变的经营理念。鹏鑫钢铁有限公司在前进的道路中,努力听取客户的建议,同时不断了解 海南无缝钢管市场的发展。我们一直以勤恳做事、诚思待人、真诚服务的态度赢得了国内外客户的信任,并以精荐变精的职业提守,认真关注着生产 海南无缝钢管产品的每一个细节。我们一直在不断地完善自身管理模式,提高技术研发能力,通过推行的新 海南无缝钢管产品、新技术提高产品竞争力,同时也为促进 海南无缝钢管行业的发展而努力。


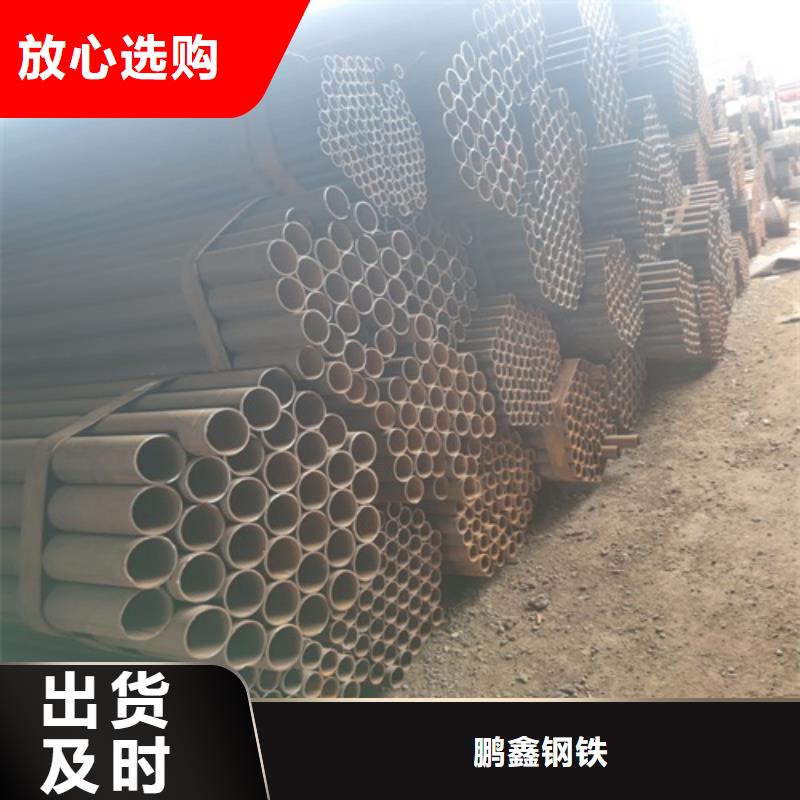
焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。



冷轧焊管工艺流程 冷轧焊管具有承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝等特点,冷轧焊管主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。 冷轧焊管生产基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷拔—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。 冷轧焊管生产需要注意事项: 1、毛管 冷轧焊管毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 2、复检 冷轧焊管与普通冷拔钢管相比,冷轧焊管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。 3、工具 一般冷轧焊管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉拔过程中不能出现顶头或模具粘钢现象。 4、退火 退火在所有的冷轧焊管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧焊管需要配置无氧化光亮退火炉设备。 5、酸洗 冷轧焊管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl。 6、润滑 冷轧焊管应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,拔制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。 生产冷轧焊管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。

选购陵水县Q345D焊管源头好货来海南省找鹏鑫钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-15106358106,{QQ:595117986},地址:[山东聊城经济开发区武夷山路]。